लोचक इंजेक्सन का साँचा
चक्र समय के बारे में बात करते समय शीतलक सबसे महत्वपूर्ण पैरामीटर कम होता है, मेरे कुछ दोस्त जो इंजेक्शन मोल्ड में बहुत रुचि रखते हैं, अब भी इष्टतम डिजाइन के बारे में बात करने से पहले इंजेक्शन मोल्ड में शीतलन प्रणाली को डिजाइन करने के लिए भ्रमित करते हैं, पहले हमें शब्द और डिजाइन मानक से परिचित होना चाहिए इसका उपयोग किया जाएगा
बुनियादी शीतलक लेआउट
सिद्धांत रूप में, गुहा में अधिक एकमान तापमान, बेहतर परिणामस्वरूप उत्पाद, ठोसता की प्रक्रिया के दौरान अधिक समान और तेजी से गर्मी हस्तांतरण की प्रक्रिया होती है, शीतलन प्रक्रिया तेजी से होती है, और बेशक चक्रकाल के समय तेज़ होता है। जब डिजाइन करने के लिए, शीतलन प्रक्रिया तेज है और वर्दी शीतलन चैनल को उत्पाद की दीवार के करीब ले जाना चाहिए, खासकर उच्च और मोटी दीवारों के क्षेत्रों के लिए। इसलिए गुहा कूलिंग चैनल आवश्यक है।
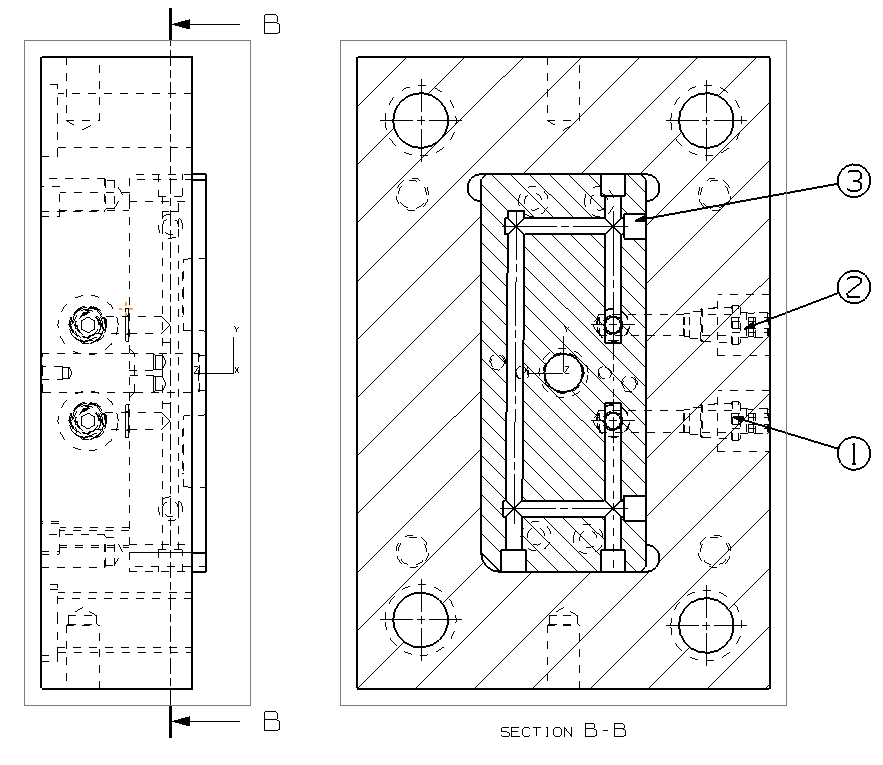
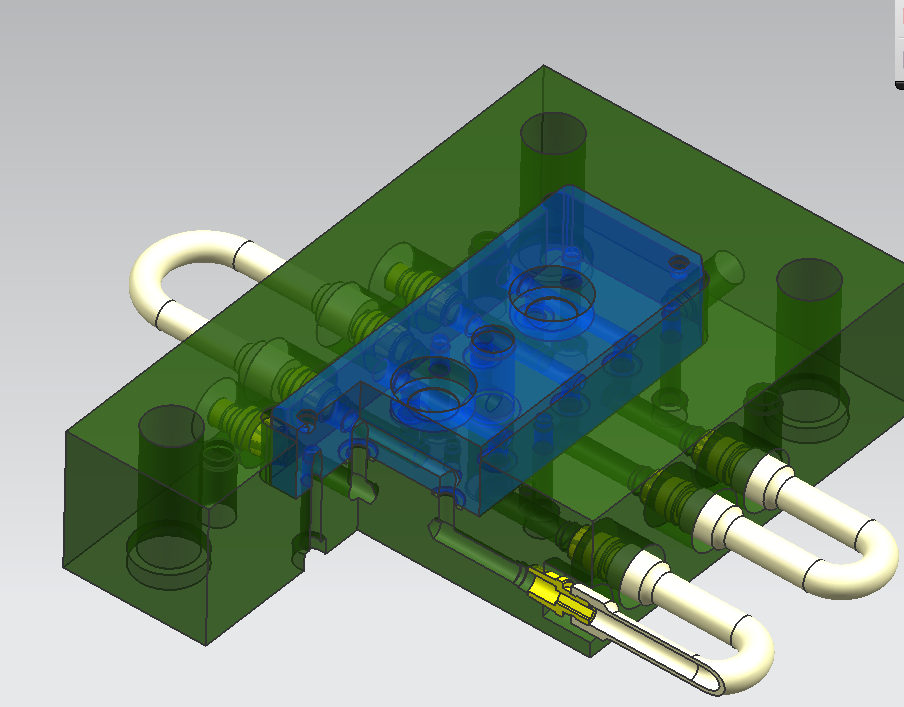
ऊपर की छवि में, शीतलन लेआउट के बुनियादी कनेक्शन का एक उदाहरण है, उसके हिस्से हैं
ए। गुहा रंग नीले रंग के साथ
2. हरे मोल्ड आधार है
3. पीला संयुक्त प्लग ठंडा है
4. शीतिंग संयुक्त प्लग को जोड़ने के लिए सफेद नली कनेक्शन है
ऊपर की तस्वीर में ढालना के बाईं तरफ, हम देखते हैं कि उस तरफ के संयुक्त प्लग (पीले रंग) को ठंडा करने के दो पीसी मशीन के कूलिंग ढालना आधार और कूलिंग चैनल के इनपुट और आउटपुट के लिए हैं।
आयत की तरह लेआउट
निर्भर एक ठंडा लेआउट उत्पाद के आसपास एक पसंदीदा है, क्योंकि ड्रिलिंग प्रक्रिया सीधे होना चाहिए, फिर आकार आयताकार है, परिपत्र गियर के रूप में छोड़कर रखा जाएगा।